A primary objective of The 2874 Trust is to ensure the development and transfer of heritage mechanical engineering skills - using our restoration project as the main training platform.
Heritage Lottery Fund
We are supported in this work through a grant from the Heritage Lottery Fund which will finance a series of mini-projects targeting specific skill sets and development opportunities.
SGS Berkeley Green UTC
This Website! The work done for us by SGS Berkeley Green UTC to build this website forms a part of the Educational aspect of our overall HLF project - we thank them and hope you enjoy the fruits of their work in publicising our project.
Examples of the Engineering Skills Transfer, Training and Development Include:
A slideshow from our Heritage Skills event in 2019 and the skills in action

Workshop for members of the GWSR youth group, designed to give basic instruction in techniques for metalwork recovery and the tools needed for a variety of tasks - including the personal protection equipment required and safety rules, choosing the correct tool for the specific job and the care and maintenance of the tools. The session also included opportunities to handle the equipment in a safe environment.

Metal preparation - grit blasting the frames of our locomotive to remove years of rust and corrosion the applying anti-corrosive paint then coats of primer. The project included a number of the volunteers becoming familiar with the processes involved with the grit blasting and exploring the possibilities of bringing an operation in-house for the benefit of future projects. This process was never required in the days of main-line steam operation (alternatives that were in use in the past are no longer possible on health and safety grounds). This project taught and developed skills in both metal recovery and painting and benefited volunteers both new to heritage engineering and those with existing skills sets.

Metal Recovery (1) - the platework on the cab from our locomotive is too corroded to be re-usable, but there are structural metal parts that it will be very useful to incorporate into the new structure required. A project to dismantle the old and preserve the recoverable has been completed. Great care was needed to ensure minimal damage to the reusable parts and to ensure the old platework was recovered to use as templates for the new structure.

Fabrication, Riveting and Machining - Once the old cab was dismantled, a project started to construct a new replacement. Platework was bought and original plans sourced to ensure it was cut to size - but considerable work was then needed to ensure a fit between the existing, recovered, structural ironwork and the new plate - obviously the old cab had not been made exactly acording to the plan! Machining will be required on the brass spectacle plate castings we have bought - these small windows were a feature of the loco in its original form but had been removed at some time in its working life - we are aiming for a restoration in as an original form as possible - the machining will be a developmental project. A workshop on riveting tecniques on the platework will be arranged. Metal preparation and painting will also come into this project.

Public Involvement - we intend to showcase our project to the public to increase awareness of heritage engineering skills generally and specifically our restoration project. Each year the GWSR hold a steam gala (sadly, the 2020 event had to be cancelled due to the Covid-19 situation) and The 2874 Trust will always have a display stand and volunteers on hand to interact with anyone interested - the usual attendance over the three days is between 3 and 4 thousand people - not all of whom are necessarily loco enthusiasts. We have also put on displays at a number of other venues, including events at STEAM museum in Swindon and a number of model railway shows. In addition, we organised a Heritage Skills Day on the GWSR in August 2019 (sadly, the 2020 event had to be cancelled due to the Covid-19 situation) when small groups were escorted round the restoration site and given an insight into heritage mechanical engineering - both on steam locos and heritage diesels. We must record our thanks for assistance to the whole of the steam and diesel loco departments at Toddington for their help and co-operation in staging the event.

Metal Recovery (2). A significant requirement, when engaged with historic machinery, is to be able to re-use as many parts as possible - to enable this we must be able to dismantle items without damage. One example was the careful removal of valve covers to facilitate valve chamber boring. The intention was to preserve the threads on the studs that hold on the covers - success! The image shows Keith Smith and Sam Perry with the valve cover removed and all studs preserved.

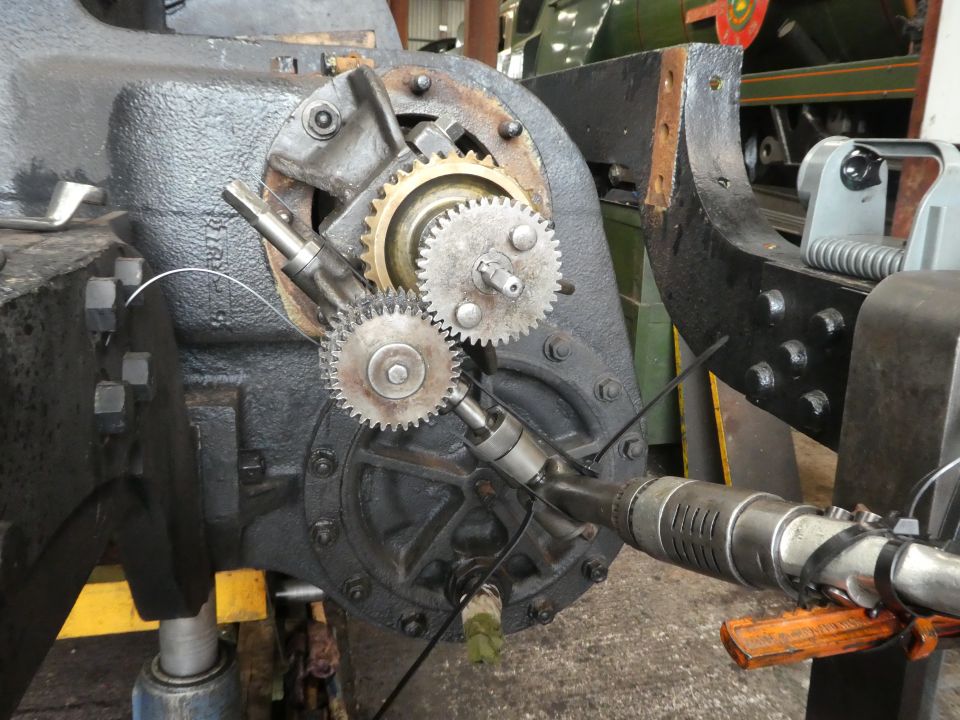
Machining (1)A project aimed to produce rear eccentric straps (an item that is intrinsic to controlling the entry of steam into the cylinders). We have the front halves but the rears have been lost during the years of storage - the straps must be carefully machined to fit both the front halves and the eccentrics themselves (the latter are fixed to the axle of the loco and the straps move on the eccentrics when the loco is in motion). The project includes the manufacture of the 8 nuts and bolts that must be individualy made to fit. This is a self-developmental project for already experienced machinists. The image above shows the blanks prior to machining with the eccentric that they will eventually fit onto in the background. The image below shows the completed and assembled eccentric sheaves - the project was extended to include the white metalling of the sheaves and machining to perfectly match the eccentrics themselves -the final matching will be done when the eccentrics are mounted on the loco axle. The eccentrics themselves were also machined to remove years of wear (and rust) - bottom picture. We now have this part of the locomotive almost ready for final assembly when the time comes


Machining (2). We do have a number of skilled machinists from different industries among the volunteers and they have proved willing and able to develop their skills into heritage projects.
Included is the manuafacture of a batch of clack valves - a component that is essential for a steam engine but not used in anywhere else so when new ones are needed they have to be made. They are a complex structure requiring numerous different passes on the lathe. Pictured is the batch that Davinder spent many hours producing at the back of the picture are a couple of the solid lumps of metal that went into the finished article.

Another project was the manufacture of new brackets and fittings for the axle box lubrication system - veryu little remained of the original material but we did save enough to make a pattern for the new ones. Tony was the lead on this project and we now have the brackets and fixings ready to fix onto the loco.
A second project for Davinder was to produce new end-caps for injectors - the original plans were obtained and the process completed with both internal and external threads and a very complex internal shape.

Locomotive Levelling - to set up the locomotive frames in perfect alignment to allow necessary work on axle horn guides (so that the alignment is true when in service), the frames have to be placed on stands and adjusted to be absolutely level to within thousanths of an inch. The opportunity was taken to self-develop volunteers and teach the principles on another project at Toddington (we will need to do this to our own locomotive in due course). While undertaking the exercise, a manual was prepared to illustrate each step. Once the locomotive frames were prepared, a specialist contractor was employed to use optical measuring equipment to measure any distortions and instruct our volunteers in the principles and establish if the operation is capable of being brought in-house.

Hydraulic Press Operation - Many components consist of a hard metal casting and a softer metal bush press fitted - typically, bearings and bushes used on locomotive motion and brake components respectively. The principle is that the softer metal will be subjected to wear but can be replaced as necessary. As the fit of the two parts has to be very tight, a press is required that can exert several tons of pressure to both remove old and fit new. Workshops have been held to demonstrate the safety requirements and techniques using work on big-end bearings - the principles will be used many times during our restoration project.
The video shows one of the workshops - the instructor is Mark Young and those receiving the training are Kenneth Sims, David Jenkins, David Holmes and David Foster

Valve and Cylinder Boring
After more than 50 years standing idle, the valve bores have suffered from rusting - and, combined with the years of use before withdrawal, the surfaces are in need of treatment to bring them to a useable condition. The process involves the use of grinding machinary that takes a skim of metal off the bore. This process can be performed numerous times until the diameter of the bore reaches a maximum size - at that point a new sleeve must be fitted into the casting. Fortunately, our loco valve chambers will cope with the skimming required. Our more experienced workers demonstated the accurate measurement techniques employed to a number of newer volunteers before themselves learning how to do the boring from our specialist contractor (Tyseley Loco Works). The machinary used in the boring is itself historic having been sourced from British Rail (Western Region) in the 1950s. A similar exercise will be performed on the main cylinder bores - in preparation for which the cylinder covers have been loosened (preserving the studs and nuts) ready for piston removal. The images above show the grinding tool in position ready to go and a view down the chamber after the work was completed.
A video of the work can be seen at:
Following on from the valve chest boring, a similar task was completed on the cylinder bores but the removal of the cylinder covers proved a much more difficult task than the valve covers. After a great deal of careful work (utilising many of the skills our volunteers acquired in metal recovery) and a lot of assistance from strong men, the rear covers finally came off and allowed our instructor, Andy Forster, to demonstrate the boring technique required on the cylinders.

The picture above shows the boring tool clamped to the rear of the cylinder - the one below shows the cutting tool in action.


Fabrication and Riveting (2)
Some of the metalwork at the rear of the locomotive is very badly corroded and requires replacement. One of our projects is to rivet new parts into place (buffer beam, drag box and frame stretcher) but before this can start we have to remove the old parts - without damage to what we want to keep. The process to remove rivets is grind off the head then use an air powered "rivet buster" to drive out the remains of the rivet. The rivet buster is a very powerful tool which applies repeated hammer blows to the metal. - the safety aspects for both the operator and anyone in the vicinity of the work are very important.
One complication with removing the buffer beam is that the rivets are countersunk into the platework - so not only do we have to grind off the head, we then must drill out the countersunk part before we can use the rivet buster. Good training in the use of angle grinders, electric drill (pilot hole) and magnetic drill. The picture above shows Andrew drilling pilot holes prior to getting instruction from our contractor on use of the mag drill then rivet buster.
Brake Components
A number of our volunteers have been busily working away at refurbishing brake parts - this has involved re-bushing many items and making new pins to fit the new bushes.
The old bushes rarely give up without a fight......

The finished product is below

Some images of the other parts


